Views: 0 Author: Pretank Marketing Team Publish Time: 2026-03-14 Origin: Site








Heat exchangers are essential components in many industrial systems, enabling efficient heat transfer between fluids and helping maintain stable process conditions. From chemical processing and distillation systems to food and beverage production, selecting the right heat exchanger plays a key role in improving energy efficiency, product quality, and operational reliability.
However, with various designs, materials, and configurations available, choosing the most suitable industrial heat exchanger requires a clear understanding of your process requirements.
This guide outlines the key factors engineers and buyers should consider when selecting the right heat exchanger for their industrial application.
The first step in choosing a heat exchanger is understanding the operating environment. Important parameters include:
Operating temperature range
System pressure
Fluid flow rate
Required heat transfer capacity
Fluid properties such as viscosity, corrosiveness, and fouling tendency
For example, chemical production processes often involve high temperatures and corrosive media, which require robust equipment design and corrosion-resistant materials.
Accurately defining these parameters helps determine the most suitable heat exchanger configuration.
Different types of heat exchangers are designed for different industrial applications.
Shell and tube heat exchangers are among the most widely used in heavy industries because of their reliability and flexibility. They are particularly suitable for high-temperature and high-pressure environments.
Typical applications include:
Chemical processing plants
Petrochemical facilities
Distillation systems
Energy and power generation
Depending on operational requirements, several configurations are available, including:
Fixed tube sheet heat exchangers
U-tube heat exchangers
Floating head heat exchangers
These designs allow engineers to address thermal expansion, maintenance accessibility, and cleaning requirements.
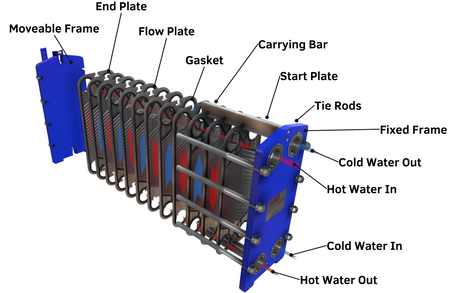
Plate heat exchangers are compact and provide high heat transfer efficiency. They are commonly used in industries such as food processing, beverage production, and HVAC systems.
However, they may not be suitable for fluids containing solids or highly viscous materials.
Material selection directly affects the durability and performance of a heat exchanger.
Common materials include:
Stainless steel – excellent corrosion resistance and hygienic properties, widely used in food, beverage, and pharmaceutical industries
Carbon steel – cost-effective for non-corrosive applications
Special alloys or titanium – ideal for highly corrosive environments or seawater applications
Selecting the right material helps ensure long service life while reducing maintenance and replacement costs.
Over time, fouling and scaling can reduce heat exchanger efficiency. Therefore, maintenance accessibility is an important design consideration.
Features that simplify maintenance include:
Removable tube bundles
Floating head structures for easier cleaning
Adequate inspection and service access
Choosing a design that allows convenient cleaning and maintenance can significantly reduce downtime in industrial plants.
Energy efficiency has become a major priority in modern industrial facilities. A well-designed heat exchanger can significantly reduce energy consumption while maintaining stable process conditions.
Important design considerations include:
Optimized heat transfer surface area
Proper fluid velocity to enhance heat transfer
Minimizing pressure drop across the system
By improving thermal efficiency, companies can lower operating costs and improve overall plant performance.
Working with an experienced manufacturer ensures that the heat exchanger is properly designed for your specific application. Professional suppliers can provide:
Custom heat exchanger design
Engineering support for process optimization
Strict quality control and testing
Reliable after-sales technical support
At Pretank, we specialize in manufacturing high-quality industrial heat exchangers for a wide range of industries, including chemical processing, beverage production, and distillation systems.
Our product range includes:
Fixed tube sheet heat exchangers
U-tube heat exchangers
Floating head heat exchangers
With advanced manufacturing capabilities and strict quality standards, Pretank provides reliable heat transfer solutions designed to meet demanding industrial requirements.
Selecting the right industrial heat exchanger requires careful evaluation of process conditions, equipment design, materials, and maintenance needs. A well-designed heat exchanger not only improves process efficiency but also reduces energy consumption and ensures long-term operational reliability.
For industries such as chemical processing, food and beverage production, and distillation systems, investing in the right heat exchanger solution is essential for sustainable and efficient plant operations.